



防止氧壓(yā)機燒缸(gāng)的一些注意(yì)問題

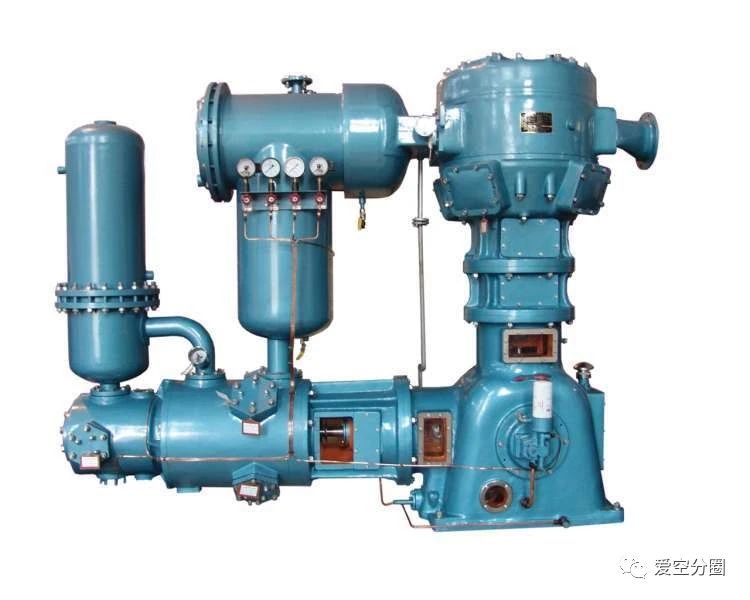
100m³/h和180m³/h型氧氣充瓶壓縮機,每年都(dōu)有(yǒu)幾處發生燒缸事(shì)故。根據反映和對事故的調(diào)查、•研究、分析,防止(zhǐ)氧壓機燒亂事故的發生,有一些問(wèn)題(tí)應引起操作與維修人員的注意
1.必須嚴格執行壓氣(qì)機構(如氣缸、活塞(sāi)、活門、冷卻器、管道等)的脫脂清洗工作. 因為壓力氧在相當高的(de)溫度條件下,遇到一般油脂,就會急劇著火燃燒,以致燒毀機件。所(suǒ)以對於更換零件、使用工具和技工人員的手,都必須事先清洗脫脂,並要求用清(qīng)潔的脫脂劑作最後一道浸洗。有些單位,當檢修拉出活塞時,往往不注(zhù)意及時洗淨活塞杆下端的油汙,以致在密封函中、氣缸(gāng)壁上均沾上了(le)油脂而未被覺察,這點必須(xū)加以重視。
2.由於氧壓機是釆用三段壓(yā)縮,每(měi)段壓縮比的(de)分配均高達5〜6,因此自一級活門進氣帶入各段的蒸餾水(shuǐ),除了(le)起到活塞、氣(qì)缸的潤(rùn)滑作用(yòng)外,還起到汽化吸收熱(rè)量,保證氣缸正常(cháng)工作(zuò)溫度的作用(yòng)。當(dāng)機器(qì)工作時,若(ruò)斷了(le)蒸餾水,那麽活塞若為反白紙碗密封結構(gòu),就會和氣缸幹磨擦發(fā)生(shēng)高(gāo)溫,再加高壓縮比達到的排氣高溫,很快就使反白紙碗達(dá)到(dào)著火點,引起燃燒.若活塞是釆用高溫四氟密封件結構,那麽單就(jiù)高壓縮(suō)比達(dá)到的排氣高溫,.往往會在200℃ 以上,而在這樣高的溫度條件下四氟塑料零件的使用性能、壽命會急劇(jù)下降,零件在很短時間內(nèi)即磨壞,結果出現機(jī)器排氣壓(yā)力提不上,甚至還會發生(shēng)活塞直接擦缸的(de)危險。蒸餾水箱一般建議設置距氣(qì)缸蓋二米(mǐ)以上的高度位置,以保持必要的水(shuǐ)位靜壓力,保(bǎo)證從一級進氣腔進入蒸餾水。滴水器應設置在容易(yì)看得(dé)到的(de)地方,以便隨時檢視,蒸餾(liú)水的需用量,100m³165 bar型氧壓機為每小時10公斤左右,170立方/150型氧壓機為(wéi)每小時15公斤左右。
3.應保證氧壓機進(jìn)口壓(yā)力不超過0・05公斤/cm²,往往有些使用單位,由於沒有在氧壓機進氣口前設置緩衝罐(guàn)或者儲氣袋,而是由分餾塔直接接出,因此當進氣壓力波動超過蒸餾水的水位壓力時,蒸餾水就不(bú)能正常連(lián)續帶入氣缸,嚴重時氣缸內部就(jiù)出現斷水。
4.必須嚴格校正活塞中心。對采用氟塑料密封構件的活塞,尤其要嚴格注意,否(fǒu)則氟塑料構件(jiàn)就會單(dān)麵不正常地受力而急劇磨損,無多長時(shí)間活(huó)塞金屬本身就(jiù)會直接磨紅,磨(mó)擦結果就是達到紅熱的高溫,從而引(yǐn)起著火燃燒。這類事故常有發生,必須加以重視,為此對出廠的新氧壓機(jī),使用單位在去油封拆(chāi)洗後重新裝配時,必須嚴格核對連杆,十(shí)字頭上的配對(duì)鋼(gāng)印號碼,並核正(zhèng)裝配(pèi)方向對號裝入,然後再將未裝上氟塑料密封、導向件的各級活塞(sāi)預(yù)裝上壓縮機,盤動壓縮機曲軸,以檢查各(gè)級活塞在上下死點間活動時是否有擦缸現象, 力求圓周(zhōu)間隙(xì)基本均勻。若發現有(yǒu)擦缸,則必(bì)須在設法校正後才能裝上氟塑料件,才允許壓縮(suō)機進入正式運轉(zhuǎn)。至於采用反白紙碗(wǎn)的氧壓機,在檢修裝配時同(tóng)樣應做好上述檢查工作.
5.嚴格遵守易損件的換用周期,定期做好維修工作,切忌逾期帶病工作。
6.檢(jiǎn)修工與操(cāo)作工要相互協調,密切配合,共同為(wéi)安全生產(chǎn)做好各項工作。
7.嚴格遵(zūn)守操作規程,堅守工作崗位,加強管理,要保持場地清潔,要隨時注(zhù)意缸壓機壓力和溫度的變化,如發現壓力表的壓力比、機器聲音或排氣溫度(dù)提高時,應及時停車檢查。



©京ICP備19059098號-4 ![]() 京(jīng)公網安備 11011302005837號
京(jīng)公網安備 11011302005837號
E-mail:ait@263.net.cn 服務熱線:010-8416 4557
copyright©北京艾亞特會展有限公司 版(bǎn)權所有(yǒu)
鄭重(chóng)聲明:未經(jīng)授權禁止轉載、編(biān)輯、複製(zhì)如有違(wéi)反,追(zhuī)究法律責(zé)任

